
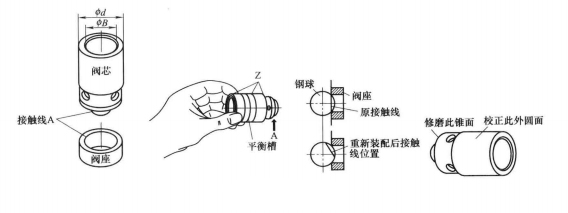
如图所示,
如果阀芯的A处有很深的凹槽或严重拉伤,可将阀芯在精密外圆磨床上严格校正后修磨锥面

(1)芯的修理芯
主要是磨损,且一般为与间座接触处的锥面A上磨成一凹坑,如果凹坑不是整,还说明芯与阀座不同心:另外是外圆面的拉伤与磨损。
轻微拉伤与磨损时,可对研抛光后再用。磨损拉伤严重时,可先磨去一部分,然后电镀硬络,再与体孔、座研配,磨削时为保证面与锥面B同心,可作一芯棒打人B孔内,芯棒夹在磨床卡盘内,一次装夹磨出M面与锥面A。
(2)体孔的修复
阀体的修复部位一般是与芯外圆相配的孔,修复其几何精度、尺寸精度及表面粗糙度对于中低压阀,无座零件,阀座就在体上,所以要修复阀体上的阀座部位。
阅孔拉伤或几何精度超差,可用研磨棒或可调金刚石铵刀研磨或饺削修复,。磨损严重时,可内孔或电簧内孔(这种修复方法要考虑成本),修好阀孔后,再重配芯。
喜欢的老铁们可以加下关注,小编会每天更新油压机的知识。

 在线咨询
在线咨询